 中文
中文

Essential Guide to Manufacturing Stainless Steel Pressure Vessels: 15 Key Machining Processes
As a professional manufacturer of stainless-steel pressure vessels, we Wuxi Yiteng recognizes that advanced machining processes are the cornerstone of ensuring product quality, safety, and performance. Whether meeting stringent operational demands or pursuing manufacturing excellence, a deep understanding and skilled application of various machining methods are paramount.
To foster technical exchange within the industry, this knowledge-sharing article provides a systematic overview of 15 commonly used mechanical machining processes in pressure vessel manufacturing and related component processing, from traditional cutting to non-traditional machining, to enhance your understanding of their principles, characteristics, and selection criteria.
1. Turning

· Principle: The workpiece rotates as the primary motion, and the cutting tool feeds linearly.
· Characteristics: Excellent for maintaining coaxiality, perpendicularity, and other positional accuracies; stable cutting process; high production efficiency; relatively low cost.
· Application in Pressure Vessel Manufacturing: Widely used for roughing and semi-finishing of cylindrical components like shell ends (preparing weld bevels), flange sealing faces, and nozzle welds. For materials like austenitic stainless steel, which are less suitable for grinding, turning is often the final finishing operation.
2. Milling

· Principle: A rotating multi-tooth cutter acts as the primary motion, while the workpiece or cutter feeds.
· Characteristics: High material removal rate due to multiple cutting edges; suitable for complex contours and features.
· Application in Pressure Vessel Manufacturing: Used for machining flat surfaces, grooves, and complex profiles on components like vessel supports, brackets, manway covers, and flange mating surfaces.
3. Drilling

· Principle: A rotating drill bit feeds axially to create holes in solid material.
· Characteristics: Tool rigidity can be limited; chip evacuation and heat dissipation are challenges; accuracy often requires subsequent operations.
· Application in Pressure Vessel Manufacturing: The primary process for initial hole making, such as for nozzle holes and bolt holes, forming the basis for openings in pressure vessels.
4. Boring

· Principle: A single-point cutting tool rotates to enlarge a pre-drilled hole to the desired size and accuracy.
· Characteristics: Capable of machining large diameter holes with high precision and good adaptability.
· Application in Pressure Vessel Manufacturing: Crucial for finish machining large internal diameters of shells, internal diameters of flange sealing faces, and ensuring the coaxiality of multiple tube holes, which is vital for the dimensional accuracy of the pressure vessel.
5. Grinding

· Principle: Uses a rotating abrasive wheel for precision finishing of surfaces.
· Characteristics: Achieves very high dimensional accuracy and excellent surface finish; generates significant heat.
· Application in Pressure Vessel Manufacturing: Commonly used for the final finishing of high-strength steel components after heat treatment (e.g., quenching, tempering) and critical sealing surfaces. For stainless steels, parameters must be controlled to avoid overheating the material.
6. Planer Machining

· Principle: A tool and workpiece undergo relative linear reciprocating motion for cutting.
· Characteristics: Machine tool structure is simple and versatile; production efficiency is relatively low.
· Application in Pressure Vessel Manufacturing: Suitable for roughing large flat surfaces on components like vessel baseplates and shim plates in single-unit or small-batch production.
7. Broaching

· Principle: Uses a multi-tooth tool (broach) to complete internal or surface machining in a single stroke.
· Characteristics: Very high production efficiency and good accuracy; tooling costs are high.
· Application in Pressure Vessel Manufacturing: Potentially used for high-volume production of specific features like valve internal bores or keyways; less common in custom pressure vessel fabrication.
8. Sawing

· Principle: Uses a saw blade for cutting off material or creating grooves.
· Characteristics: A fundamental method for material preparation and cutting.
· Application in Pressure Vessel Manufacturing: Used for the initial cutting and sizing of stainless-steel plates, tubes, and sections.
9. Laser Cutting

· Principle: A high-energy density laser beam melts/vaporizes material, assisted by gas to eject molten material.
· Characteristics: Narrow kerf, high precision, minimal distortion, non-contact process.
· Application in Pressure Vessel Manufacturing: Extensively used for precision cutting of stainless-steel plates for heads (blanks), flange rings, tube sheets, and various shaped parts, offering high efficiency and quality.
10. Electrical Discharge Machining (EDM)

· Principle: Material is removed by sparks generated by pulsed electrical discharges between an electrode and the workpiece.
· Characteristics: Can machine hard, difficult-to-cut conductive materials regardless of hardness; no mechanical cutting forces.
· Application in Pressure Vessel Manufacturing: Primarily used for creating complex cavities in molds or for tool removal (e.g., broken taps, drills) during repair, offering significant value in specific maintenance scenarios.
11. Wire Cut EDM (WEDM)

· Principle: Uses a traveling wire electrode to cut contours through spark erosion.
· Characteristics: Capable of machining complex shapes and hard conductive materials with high accuracy.
· Application in Pressure Vessel Manufacturing: Commonly used for precision mold making and for cutting complex profiles or internal features in stainless steel plates, especially during prototyping or small-batch production.
12. Casting

· Principle: Molten metal is poured into a mold cavity and solidifies into the desired shape.
· Characteristics: Suitable for producing complex-shaped blanks, especially with intricate internal features.
· Application in Pressure Vessel Manufacturing: Mainly used for producing blanks of auxiliary components outside the pressure boundary, such as valve bodies and pump casings.
13. Stamping

· Principle: A die is used to shear or form sheet metal under high pressure.
· Characteristics: High efficiency for mass production; die costs are significant.
· Application in Pressure Vessel Manufacturing: Used for manufacturing standardized components like flanges, head blanks (for subsequent spinning), and other sheet metal parts.
14. Injection Molding
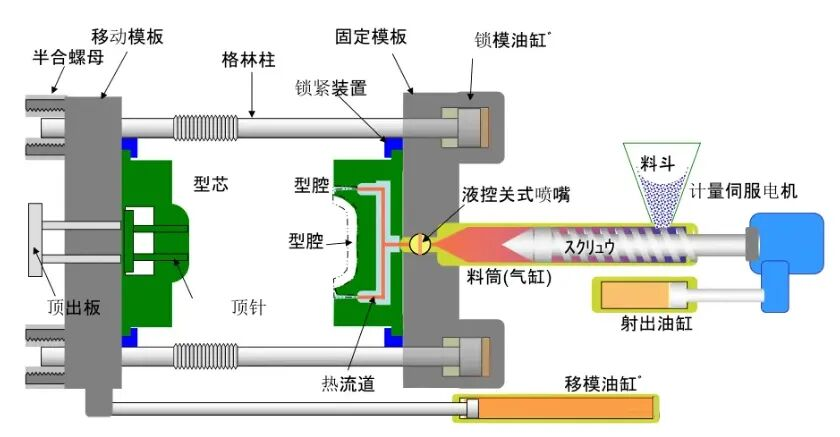
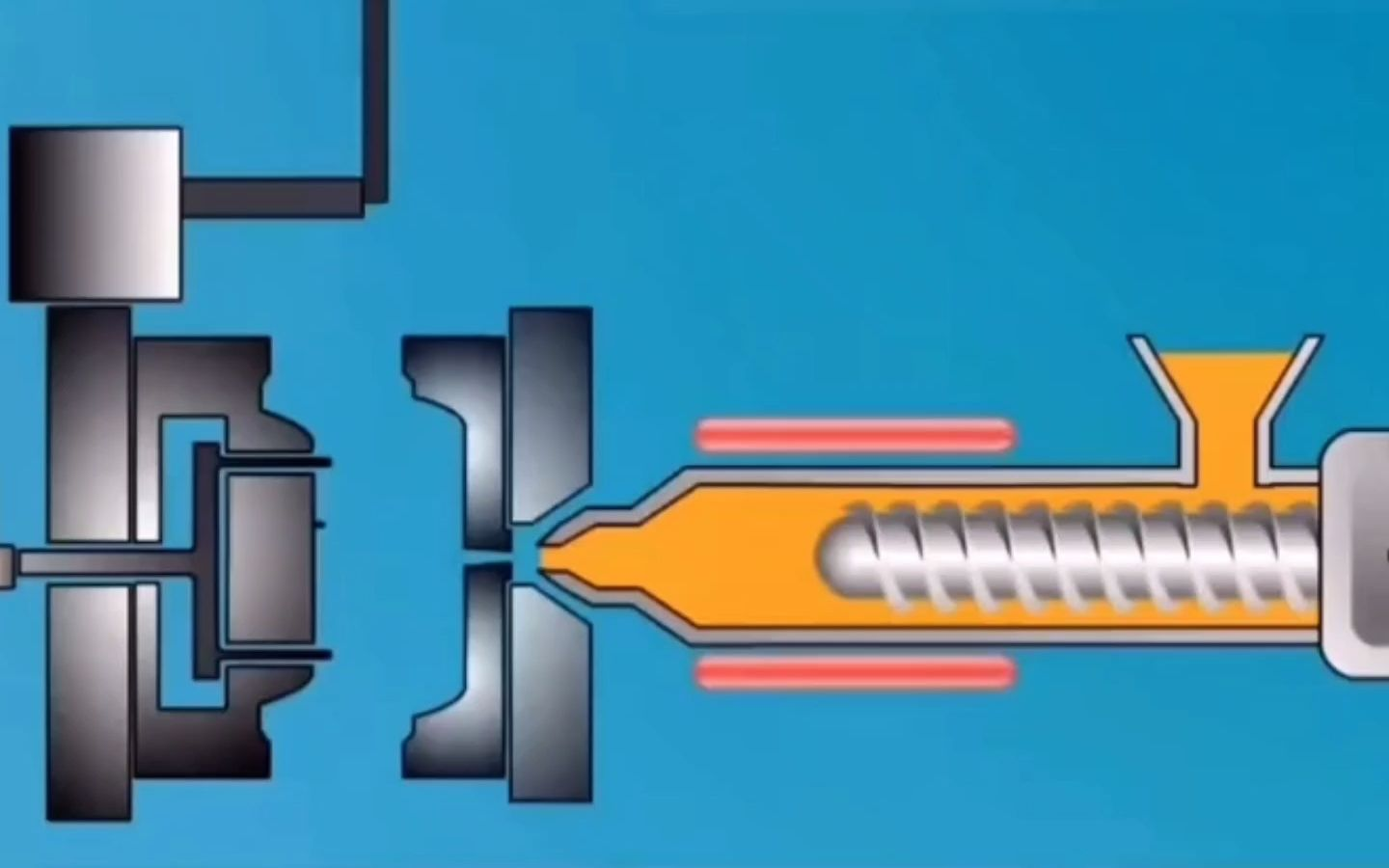
· Principle: Molten plastic is injected under high pressure into a mold cavity and cools.
· Characteristics: High efficiency, high precision, suitable for mass production of complex plastic parts.
· Application in Pressure Vessel Manufacturing: Used for producing non-metallic accessories like instrument covers and protective caps.
15. Advanced Grinding Applications

· Precision Grinding: Aims for extreme accuracy and surface quality for precision components.
· Centerless Grinding: Efficiently finishes the external surfaces of cylindrical parts, suitable for high-volume production.
· Application in Pressure Vessel Manufacturing: Precision grinding is used for high-accuracy valve stems and precision instrument mating surfaces. Centerless grinding finds application in high-volume production of standard-sized tubular parts and shafts.
Basis for Selecting Machining Processes and Considerations
Selecting machining processes in pressure vessel manufacturing requires comprehensive consideration of:
1. Part Technical Requirements: Based on dimensional tolerances, surface finish, and heat treatment status (e.g., Post Weld Heat Treatment requirement). For instance, sealing surfaces require high-precision turning or grinding.
2. Part Geometry and Size: Cylindrical parts like shells and heads favor turning; large flat surfaces may use milling or planing; small holes require drilling, large holes require boring.
3. Production Volume: Single-piece/small-batch production prioritizes flexibility (e.g., CNC milling/turning); mass production can utilize high-efficiency methods (e.g., laser cutting for blanking, specific stamped parts).
4. Material Properties: Austenitic stainless steels are gummy and require appropriate tool geometry and cutting parameters; very hard materials may necessitate grinding or non-traditional machining.
5. Company's Existing Production Conditions: Develop economical and rational process routes based on available equipment (e.g., heavy roll forming machines, welding equipment, machining centers).
Mastering the essence of these machining processes enables Wuxi Yiteng to continuously optimize pressure vessel manufacturing workflows, ensuring the delivery of safe, reliable, and high-quality products to our clients. We remain committed to sharing more manufacturing technologies and expertise.
ABOUT YITENG
PRODUCTS
CONTACT US
Wuxi Yiteng Pressure Vessel Co, Ltd.

Hello, I'm Aurora,a passionate B2B specialist. I'm here to guide you from concept to completion. Let's discuss how we can meet your project's exact requirements. Don't hesitate to reach out!


