 中文
中文

Exploring the Key Manufacturing Processes of Pressure Vessels
At our company, we are committed to delivering high-quality stainless-steel containers, and understanding the intricate manufacturing processes involved is crucial to achieving this goal. We will delve into the main manufacturing processes of pressure vessels, which are also highly relevant to our fabrication, by 2 articles.
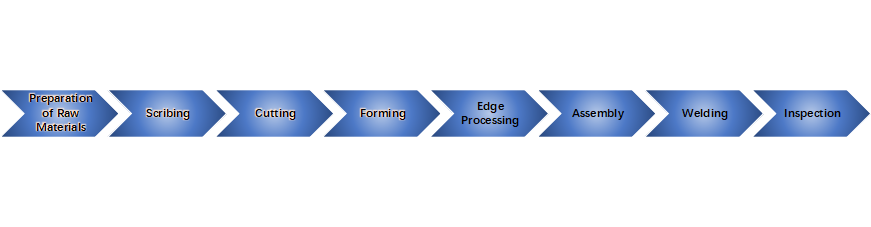
Before any manufacturing can begin, the preparation of raw materials is essential. This involves several steps to ensure the materials are in optimal condition for further processing.
Purification-The purification process aims to remove any surface contaminants such as rust, oxide scale, oil, and welding slag from the steel plates, pipes, and profiles. This step is vital both before and after various manufacturing processes like cutting and welding to maintain material integrity.
Straightening-During transportation, lifting, or storage, steel materials may become deformed. Straightening is the process of correcting these deformations to restore the materials to their proper shape, ensuring they meet the required specifications for manufacturing.
Protective Coating-To enhance the corrosion resistance of the steel materials, extend their service life, and protect them from oxidation, a protective coating is applied to the surface. This layer acts as a barrier against environmental factors that could otherwise degrade the materials.
Scribing is the first step in the manufacturing process and plays a significant role in determining the dimensional and geometric accuracy of the parts. It involves marking the raw materials or pre-processed blanks with lines for cutting, processing, positioning, and inspection, as well as adding necessary marks and symbols. There are several methods to determine the blank size for scribing:
Graphical Method: This method uses geometric drawing techniques to unfold a part into a flat pattern. It is a visual and precise way to determine the dimensions needed for the blank.
Calculation Method: By applying the principles of area conservation before and after deformation, mathematical formulas are derived to calculate the blank size. This method is more analytical and relies on accurate calculations.
Experimental Method: For parts with complex shapes, the experimental method involves using trial formulas to determine the blank size. It is a practical approach that can be simple and convenient, especially when dealing with intricate geometries.
Combined Method: For extremely complex parts, a combination of the above methods may be used. Different sections of the part can be analyzed using graphical or calculation methods, and sometimes experimental validation is employed to ensure accuracy.
Cutting, also known as blanking, is the process of separating the required blanks from the marked raw materials. There are two main types of cutting methods: mechanical cutting and thermal cutting.

1.Mechanical Cutting
Mechanical cutting relies on mechanical forces to separate the material and includes methods such as shearing, sawing, milling, and punching.
Shearing
Shearing involves pressing a cutting edge into the workpiece, causing the material to shear off when the shear stress exceeds its shear strength. This method is efficient and offers high cutting precision. However, there may be some hardening of the metal near the cut, typically within 2 - 3 mm.
Straight Shearing
There are two types of shearing machines for straight cuts: flat shear and bevel shear.
Flat shear machines have parallel cutting edges that shear the material simultaneously along the entire length, resulting in a large shearing force and strong impact. They are suitable for cutting thick and narrow strips.
Bevel shear machines have cutting edges that intersect at an angle, allowing the shearing force to be applied gradually along the length. This reduces the shearing force and impact compared to flat shearing, making it suitable for cutting thin and wide plates.
In equipment manufacturing, portal shearing machines are commonly used for cutting straight workpieces due to their convenience, simple feeding, fast cutting speed, and high precision.
Sawing
Sawing is a cutting process that uses devices such as abrasive wheel saws and circular saws. It is typically employed for cutting pipes and profiles.
2.Thermal Cutting
Thermal cutting uses heat to separate the material and includes methods like oxy-fuel cutting and plasma cutting.
Oxy-fuel Cutting
Oxy-fuel cutting, also known as flame cutting, involves a preheating flame and a high-speed stream of pure oxygen. The preheating flame raises the temperature of the material, and the oxygen stream reacts with the material to create an oxide that is blown away, forming a cut.
Plasma Cutting
Plasma cutting utilizes a high-temperature, high-speed plasma jet to melt and cut through the material. It is a versatile method that can cut both metals and non-metals, although it is primarily used for cutting stainless steel, aluminum, copper, nickel, and their alloys. It is not limited by the material's properties and offers high cutting efficiency and precision.
Cylinder Forming
Cylinders are typically composed of multiple cylinder sections joined by circumferential welds. These cylinder sections are formed by rolling steel plates and welding longitudinal seams. The rolling process involves using a plate rolling machine to apply continuous and uniform plastic bending to the steel plate to achieve a cylindrical surface.
Head Forming
There are three main methods for forming heads: stamping, spinning, and explosive forming. Currently, the most commonly used methods are stamping and spinning.
ABOUT YITENG
PRODUCTS
CONTACT US
Wuxi Yiteng Pressure Vessel Co, Ltd.

Hello, I'm Aurora,a passionate B2B specialist. I'm here to guide you from concept to completion. Let's discuss how we can meet your project's exact requirements. Don't hesitate to reach out!


